S7-400在太鋼熱連軋步進(jìn)式加熱爐中的應(yīng)用案例
發(fā)布時(shí)間:2019-08-02 16:23:49來(lái)源:
1. 項(xiàng)目實(shí)施地及行業(yè)背景
本項(xiàng)目的使用方為太原鋼鐵有限公司熱連軋廠,太原鋼鐵有限公司位于山西省太原市尖草坪區(qū),是我國(guó)比較大的特種鋼生產(chǎn)基地,其主營(yíng)的不銹鋼、硅鋼等產(chǎn)品的市場(chǎng)占有率目前在國(guó)內(nèi)居于領(lǐng)先地位。
2. 項(xiàng)目簡(jiǎn)要工藝
本項(xiàng)目應(yīng)用于太鋼熱連軋步進(jìn)式加熱爐。項(xiàng)目實(shí)施后,實(shí)現(xiàn)了傳動(dòng)控制、燃燒控制的全自動(dòng)化操作。傳動(dòng)控制的功能是:實(shí)現(xiàn)機(jī)械電氣設(shè)備的自動(dòng)化操作、包括裝出料輥道、裝出鋼設(shè)備、步進(jìn)機(jī)械等。燃燒控制的功能是:實(shí)現(xiàn)溫度的精確控制、改善了爐膛氣氛、溫度場(chǎng)的分布。達(dá)到了從溫度、流量、壓力控制的整體系統(tǒng)的穩(wěn)定,適應(yīng)了太鋼生產(chǎn)節(jié)奏快、鋼種多、加熱制度復(fù)雜的要求。
3. 新舊系統(tǒng)的對(duì)比,及項(xiàng)目中使用的西門(mén)子自動(dòng)化產(chǎn)品的型號(hào)、數(shù)量、類(lèi)型、控制對(duì)象。
舊項(xiàng)目使用西屋(WESTHOUSE)公司的WDPF控制系統(tǒng),此系統(tǒng)分為DPU及MAC兩部分,其中DPU用于加熱爐的燃燒控制、MAC系統(tǒng)用于加熱爐的機(jī)械電氣設(shè)備的控制。舊項(xiàng)目控制系統(tǒng)使用近十年之久,由于硬件老化、軟件升級(jí)困難,使得故障率增加,影響了生產(chǎn)的正常運(yùn)行。隨著近幾年加熱理論的不斷發(fā)展、新的燃燒技術(shù)已經(jīng)大規(guī)模地應(yīng)用,生產(chǎn)全自動(dòng)化操作理念已日益深入人心。由于受到舊有系統(tǒng)在硬件、軟件方面的限制,新的技術(shù)、理念無(wú)法實(shí)施。
本項(xiàng)目中,有三座加熱爐屬改造、一座新建。共使用了共9套S7-400型PLC。型號(hào)為:6ES7416-2XK02-0AB0。每座加熱爐使用兩套PLC分別作為傳動(dòng)控制、及燃燒控制,另有一套作為公用輔助設(shè)備的傳動(dòng)控制,取代原有的DPU及MAC系統(tǒng)。
本項(xiàng)目實(shí)施前,舊系統(tǒng)共用20面控制柜。項(xiàng)目實(shí)施后,在沒(méi)有減少輸入輸出點(diǎn)的情況下,新系統(tǒng)只使用8面控制柜。新硬件的使用,使得控制的精度、及處理的速度有了進(jìn)一步的提升。西門(mén)子軟件開(kāi)發(fā)系統(tǒng)的支持,也使得一些新技術(shù)實(shí)現(xiàn)成為現(xiàn)實(shí)。
4. 以下為已經(jīng)投產(chǎn)的照片。其中圖A中所示為正在將冷坯裝入爐內(nèi)的情形,圖B中所示為正在將加熱后的鋼坯出爐時(shí)情形:

圖A
圖B
二、 控制系統(tǒng)構(gòu)成
1. 在本項(xiàng)目中每座加熱爐由于控制對(duì)象、實(shí)現(xiàn)功能的劃分、各配置兩套PLC分別用于傳動(dòng)控制、燃燒控制。每套PLC均由主機(jī)架部分與遠(yuǎn)程ET200分站組成。主機(jī)架均配置以太網(wǎng)卡與二級(jí)計(jì)算機(jī)及HMI服務(wù)器進(jìn)行通訊。各傳動(dòng)PLC與公共PLC間有大量的信號(hào)進(jìn)行交換,為了減少以太網(wǎng)的通訊負(fù)擔(dān),保證信號(hào)的實(shí)時(shí)性,所以各傳動(dòng)PLC與公共PLC采用MPI網(wǎng)絡(luò)進(jìn)行通訊。由于遠(yuǎn)程設(shè)備多、且有些遠(yuǎn)程設(shè)備在地理位置上比較集中,采用CPU通過(guò)PROFIBUS與遠(yuǎn)程ET200通訊的結(jié)構(gòu)既能保證了系統(tǒng)整體快速響應(yīng),又能大大降低布線成本,是一個(gè)性價(jià)比極為合理的解決方案。
2. 以公共PLC的硬件配置圖為例,其它的硬件配置不在此贅述:
公共PLC硬件配置圖如圖1:
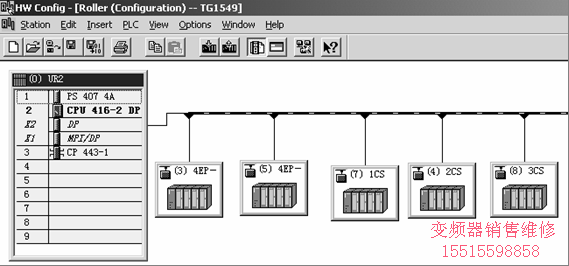
圖1